








Технология порошковой покраски металла

Что такое порошковая покраска
Порошковая покраска – метод нанесения защитно-декоративного покрытия на металлические изделия с помощью полимерного порошка, который под воздействием электрического заряда равномерно оседает на поверхности.
Технологию порошковой покраски используют для обработки нержавейки, алюминия и оцинкованного металла любым способом цинкования.
Порошковое покрытие защищает металл от коррозии, механических повреждений и внешних воздействий. Благодаря высокой стойкости и широкому выбору цветов и фактур, порошковую покраску используют в промышленности и быту:
- Строительная и фасадная металлургия – алюминиевые и стальные оконные рамы, фасадные панели, перила и ограждения.
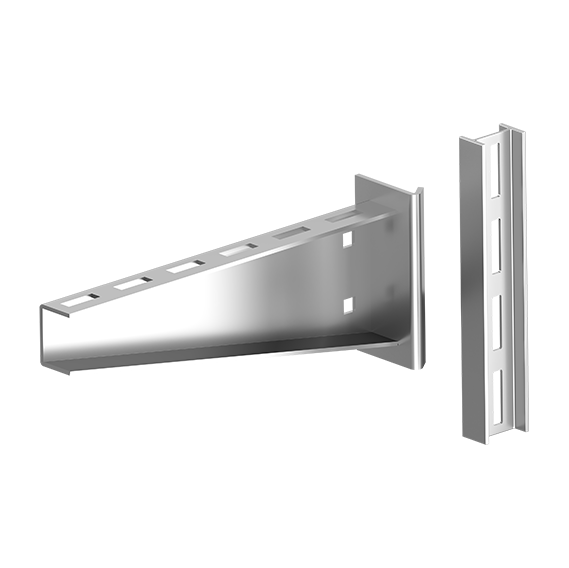
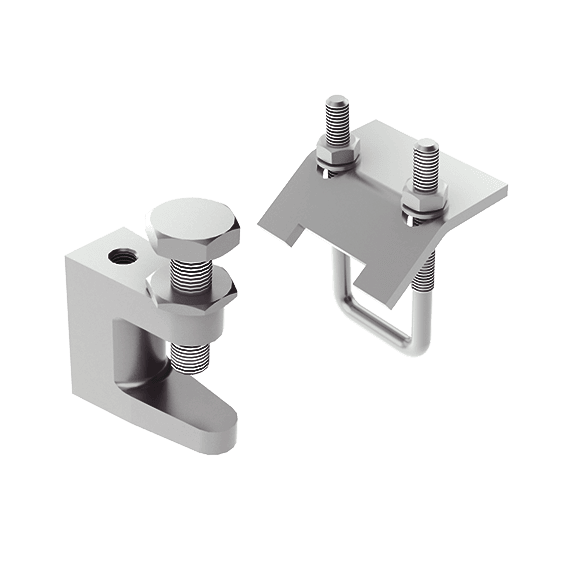
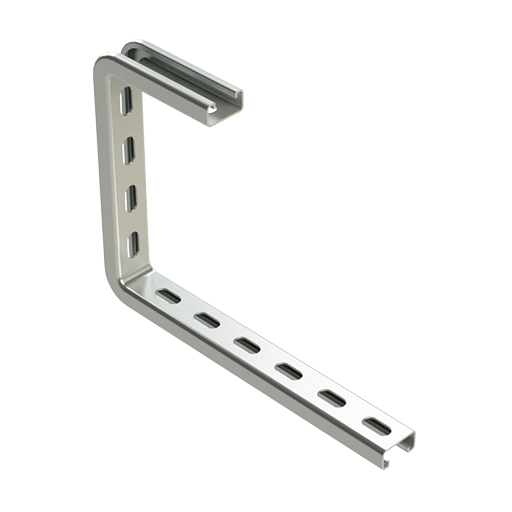
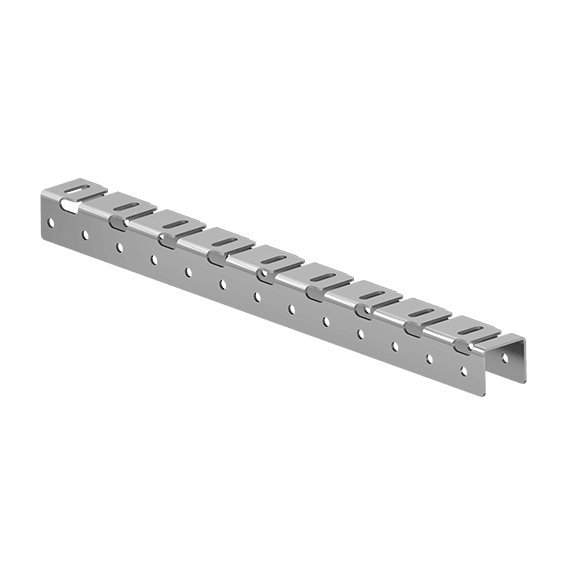
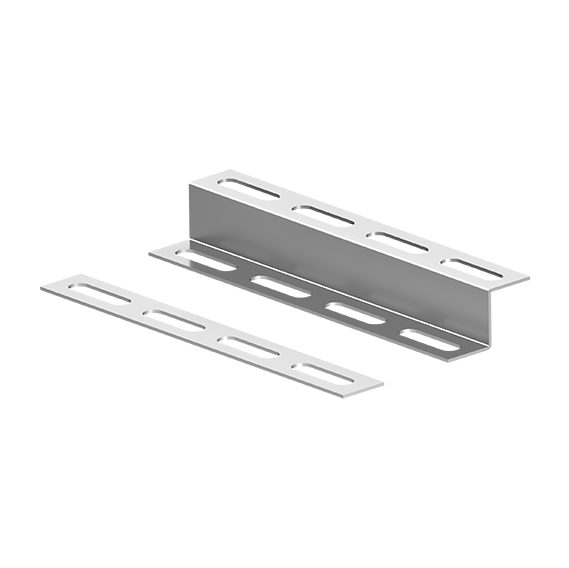
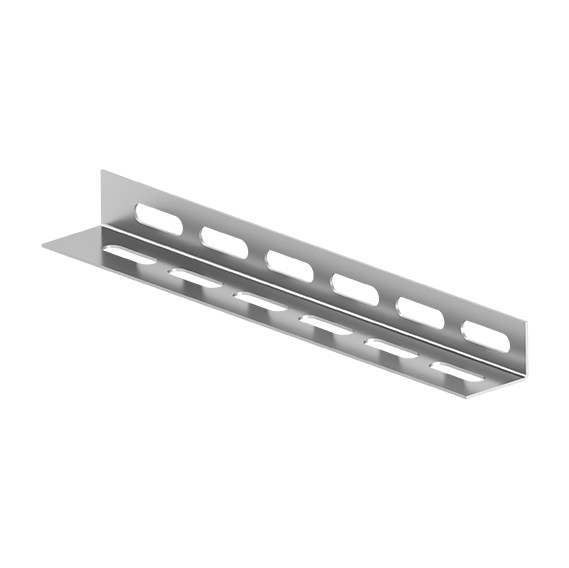
- Кабеленесущие системы – лотки кабельные металлические, стойки кабельные, П-образные профили для лотка, кабельные короба, strut-профили, системы подвеса, профили металлические перфорированные, консоли strut.
- Автомобильная промышленность – диски, шасси, кузовные и декоративные элементы.
- Бытовая техника – корпуса холодильников, стиральных машин, кухонной техники.
- Металлическая мебель и интерьер – офисные стеллажи, стулья, каркасы мебели.
- Промышленное оборудование и электрощиты – корпуса станков, шкафы управления, элементы трубопроводов.

Порошковая покраска кабельного лотка
Технология порошковой покраски
Технология порошковой покраски металлических изделий основана на превращении сухого порошка в прочное защитное покрытие с помощью электростатики и термической обработки.
Этапы порошкового окрашивания:
- Подготовка металла – поверхность тщательно очищают от грязи, жировых следов и ржавчины. Для повышения адгезии металл обезжиривают и химически обрабатывают (фосфатирование, пассивация) для доп. защиты металла от коррозии и лучшего сцепления краски с основой.
- Нанесение грунтовки – рекомендуется для повышенных требований к стойкости покрытия и сложных условий эксплуатации (агрессивная среда, высокая влажность).
- Напыление порошковой краски – в камере окраски порошок наносят пистолетом-распылителем. Частицы порошка заряжаются статическим электричеством и образуют сплошной слой покрытия.
- Полимеризация – изделие помещают в печь, где при температуре +160–230°C порошок плавится и превращается в прочную и гладкую пленку.
- Охлаждение изделия – порошковое покрытие остывает и готово к эксплуатации через 15–30 минут после выхода из печи.
- Проверка качества – контроль толщины, внешнего вида, равномерности и стойкости слоя.
Оборудование для порошковой окраски металла
Для нанесения порошковой краски на металл используют:
- Распылитель – главный инструмент для нанесения краски.
- Компрессор – подает сжатый воздух для работы распылителя и обдува деталей.
- Камеру напыления – помещение с вентиляцией и фильтрами, где наносят порошок.
- Печь полимеризации – для расплавления порошка и закрепления краски. Печи бывают конвекционные (прогрев воздухом) и терморадиационные (нагрев излучением).
- Рекуператор – собирает неосевший порошок, очищает и возвращает в ёмкость подачи для повторного использования.
Какая краска применяется при порошковой окраске
Существуют два типа порошковых красок:
- Термопластичные изготавливают на основе полиэстера, винила или нейлона. При нагреве не вступают в химическую реакцию, а расплавляются и образуют ровное, эластичное покрытие. Термопластичные покрытия можно наносить слоями, каждый раз прогревая изделие.
- В термореактивных покрытиях есть вещества-отвердители, которые при нагреве начинают химич. реакцию. После полимеризации формируется прочная пленка, устойчивая к химии, ударам и истиранию. при повторном нагреве термореактивные покрытия не размягчаются.
По типу связующего компонента порошковые краски делятся на:
- Эпоксидные – устойчивы к химии и коррозии, но плохо переносят солнечный свет, поэтому применяются для внутренних работ.
- Полиэфирные – стойкие к атмосферным осадкам и подходят для наружного применения.
- Гибридные (эпоксидно-полиэфирные) – универсальный вариант, сочетают прочность и устойчивость к коррозии.
- Уретановые – самые износостойкие, выдерживают агрессивные среды и перепады температуры, применяются в промышленности и на улице.
Преимущества и недостатки порошковой покраски металла
Достоинства технологии порошковой окраски:
- Экологичность. В составе нет токсичных растворителей и летучих органических соединений, поэтому технология безопасна для человека и окружающей среды.
- Минимальные потери материала. До 95 % порошка оседает на изделии, а излишки собирают рекуператором и возвращают в процесс.
- Прочность покрытия. Равномерный, стойкий слой защищает металл от коррозии, ультрафиолета и механических повреждений.
- Долговечность. Срок службы покрытия – 15–20 лет без потери внешнего вида.
- Разнообразие фактур и цветов. Глянцевое, матовое или структурное покрытие в оттенках каталога RAL.
- Отсутствие дефектов. Нет подтёков и пузырей, усадка минимальна.
- Быстрая полимеризация. Процесс полимеризации занимает 15-30 минут. После охлаждения изделие готово к использованию.
Несмотря на большое количество плюсов, у порошковой покраски есть ограничения:
- Требование к термостойкости. Металл должен выдерживать нагрев до 220 °C.
- Сложность локального ремонта. При дефекте перекрашивают весь элемент, а не отдельный участок.
- Невозможность смешивания уникальных оттенков. Цвет выбирается из стандартной палитры.
Способы покраски металла порошковой краской
Выбор метода нанесения порошкового покрытия зависит от формы изделия, условий работы и требований к качеству слоя.
-
Электростатический способ окрашивания
Порошок подают через пистолет-распылитель и заряжают статическим электричеством. Заряжённые частицы равномерно оседают на заземлённой поверхности детали. После нанесения порошка изделие полимеризуют в печи. Электростатическим способом окрашивают плоские и открытые участки. В углублениях и труднодоступных местах покрытие получается неравномерным.
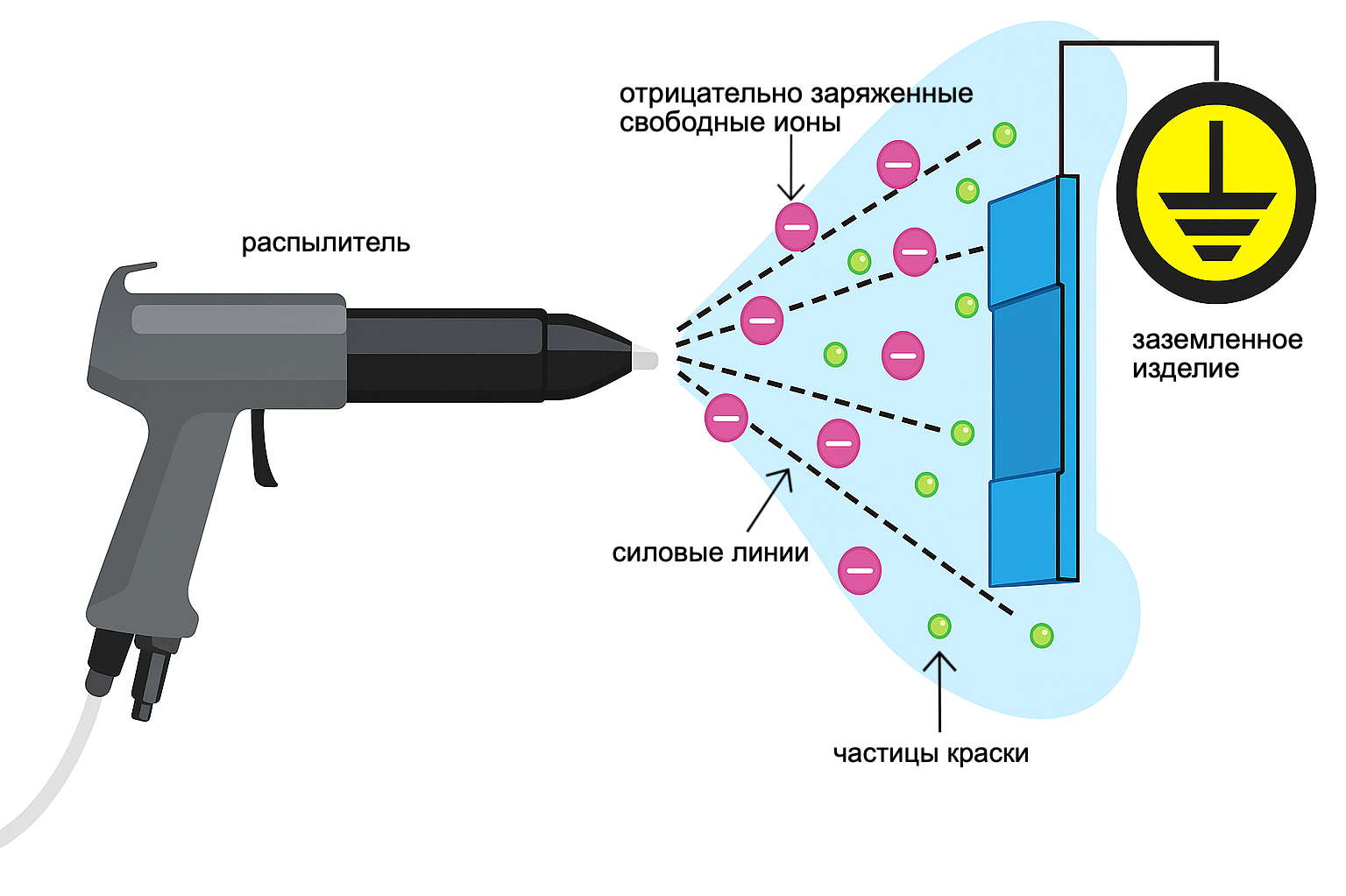
Электростатическое порошковое окрашивание
-
Трибостатический способ окрашивания
Заряд частиц формируется в результате трения порошка о тефлоновые или фторопластовые стенки пистолета. Трибостатический метод используют для мелких изделий, деталях сложной формы и в труднодоступных местах.
-
Газопламенное напыление краски
В газопламенном напылении применяют термопластичный порошок, который плавится в пламени газовой горелки и осаждается на поверхность. Подходит для покраски крупных деталей и ремонта на месте. Недостаток – сложнее контролировать толщину и равномерность слоя, чем при электростатике.
Как долго держится порошковое покрытие?
В среднем порошковое покрытие служит 15–20 лет при правильной подготовке поверхности и соблюдении технологии нанесения. Однако срок службы может сократиться, если изделие постоянно подвергается трению или находится в агрессивной химич. среде.
Какую температуру выдерживают детали, покрашенные порошковой окраской?
Детали с порошковым покрытием сохраняют прочность и внешний вид в диапазоне температур от -40 °C до +150 °C. Кратковременный нагрев до +200 °C допустим, но при постоянной высокой температуре покрытие быстрее изнашивается.
Как подготовить металл к порошковой окраске?
Перед окраской металл проходит несколько этапов обработки:
- Механическая очистка – удаление грязи, ржавчины, старой краски (пескоструй, шлифовка).
- Обезжиривание – промывка щелочными или нейтральными растворами для устранения масляных следов.
- Химическая обработка – фосфатирование или пассивация для защиты от коррозии и улучшения адгезии краски.
- Сушка – полное удаление влаги перед нанесением порошка.
Только после этих этапов деталь поступает в камеру напыления, иначе покрытие будет отслаиваться или образовывать дефекты.
Какое давление используется при порошковом методе?
Порошковую краску наносят с помощью сжатого воздуха под давлением 2–4 бар. Этого достаточно, чтобы равномерно распылять порошок и удерживать его на поверхности за счёт электрического заряда. Слишком низкое давление приведёт к неравномерному слою, а слишком высокое – к перерасходу материала и потерям краски. На производстве давление регулируют в зависимости от формы изделия и типа распылителя.