








Термодиффузионное цинкование металла

Что такое термодиффузионное цинкование (ТДЦ)
Термодиффузионное цинкование (ТДЦ) – способ антикоррозионной защиты металлических изделий, при котором цинк не просто покрывает поверхность, а проникает в верхний слой металла на атомном уровне.
Простыми словами при термодиффузии цинк «вплавляется» в поверхность металла. Деталь нагревают вместе с порошком или другим источником цинка. Под действием температуры атомы цинка начинают активно перемещаться и диффундировать внутрь поверхности стали. В результате NLW формируется прочное цинк-железное диффузионное покрытие.
Где применяется термодиффузия
Технологию термодиффузии используют для получения износостойкого покрытия с высокой адгезией, способное работать десятилетиями без отслаивания и потери защитных свойств.
Области применения термодиффузионного цинкования:
- Машиностроение и приборостроение – болты, гайки, шпильки, шестерни, валы и детали, работающие под нагрузкой.
- Строительство и инфраструктура – крепёжные элементы, закладные детали, метизы, элементы металлоконструкций, эксплуатируемые на открытом воздухе и во влажной среде.
- Нефтегазовая и химическая промышленность – детали трубопроводов, соединительные элементы, крепёж, контактирующие с агрессивными средами и перепадами температур.
- Энергетика и транспорт – компоненты опор ЛЭП, ж/д крепёж, элементы мостовых и дорожных конструкций.
- Производство мелких и сложных изделий – детали сложной формы, внутренние полости, резьбовые соединения.
- Крепления для кабельных лотков – анкеры клиновые, анкерные болты, анкер-шурупы, болты, гайки, шайбы, шпильки, струбцины, монтажные пластины, винты, хомуты и прижимные скобки на металлические кабельные лотки.
Анкер клиновой термодиффузионный
Этапы процесса термодиффузионного цинкования
1. Подготовка поверхности металла
Перед диффузионным цинкованием изделия очищают от ржавчины, окалины, масел и технологических загрязнений. От качества подготовки зависит глубина диффузии цинка и равномерность слоя. Поверхность должна быть чистой и без изолирующих плёнок.
2. Загрузка деталей и цинксодержащей смеси
Очищенные изделия помещают в герметичную рабочую ёмкость (реторту или барабан) вместе с цинксодержащей композицией. Смесь подбирается с учётом типа стали, толщины покрытия и условий эксплуатации.
3. Нагрев и термодиффузия цинка
Ёмкость с деталями нагревают до заданной температуры (250-450 °C). При нагреве цинк переходит в активное состояние и начинает проникать в поверхностный слой стали.
4. Выдержка и формирование цинкового покрытия
Детали выдерживают при рабочей температуре определённое время (90-180 мин.). Чем дольше и выше температура – тем глубже слой.
5. Охлаждение и выгрузка изделий
После завершения процесса нагрев прекращают, изделия постепенно охлаждают и извлекают из рабочей ёмкости.
6. Очистка изделия и контроль качества покрытия цинком
Готовые изделия очищают от остатков технологической смеси, подвергают пассивации, проводят визуальный и инструментальный контроль. Проверяют равномерность покрытия, толщину слоя и соответствие требованиям нормативных документов.
Преимущества технологии термодиффузионного цинкования
Термодиффузионное цинковое покрытие имеет ряд преимуществ по сравнению с другими способами цинкования.
- Высокая адгезия покрытия – цинк образует диффузионную связь с металлом, поэтому покрытие не отслаивается, не пузырится и не скалывается.
- Равномерный слой по всей поверхности – покрытие одинаково на резьбе, кромках, внутренних полостях и сложных геометрических элементах.
- Сохранение точных размеров изделий – тонкий и контролируемый слой не нарушает допуски и геометрию деталей.
- Повышенная износостойкость – твёрдые железо-цинковые соединения уменьшают износ при трении.
- Длительная защита от коррозии – покрытие служит долго даже во влажной, промышленной и атмосферно агрессивной среде.
- Отсутствие наплывов и подтёков – поверхность ровная и аккуратная.
- Возможность дополнительной обработки – на цинковый слой можно наносить лакокрасочные составы, порошковую окраску для улучшения эстетики и защиты от коррозии.
Недостатки и ограничение метода термодиффузии
- Ограничения по форме деталей – хотя ТДЦ хорошо покрывает сложные элементы, очень узкие и глубокие полости могут быть обработаны неравномерно. Максимальный размер изделий зависит от размеров муфельной печи.
- Скорость обработки – процесс требует выдержки при высокой температуре, что не так быстро по сравнению с гальваническим цинкованием.
- Толщина покрытия – слой обычно тоньше, чем при горячем цинковании, поэтому в экстремально агрессивной среде требуется доп. защита.
- Стоимость оборудования и расход материалов – реторты и порошковые смеси увеличивают начальные затраты на организацию процесса.
- Эстетические особенности – поверхность покрытий имеет серый матовый оттенок, что снижает декоративный эффект.
Сравнение горячего, гальванического и термодиффузионного цинкования
Разные технологии оцинковки дают разные свойства покрытий:
- Горячее цинкование – погружение изделий в расплав цинка при температуре около 450 °C. Слой толстый с выраженной металлургической связью, но с неравномерной толщиной и шероховатостью.
- Гальваническое цинкование – электроосаждение цинка из электролита. Покрытие тонкое, ровное и декоративное, с точным контролем толщины, но коррозионная стойкость ниже.
- Термодиффузионное цинкование (ТДЦ) – насыщение поверхности стали цинком в порошковой среде при 250–450 °C. Образуется диффузионный слой интерметаллидных фаз Fe–Zn. Покрытие равномерное, прочно связанное с металлом, подходит для изделий сложной формы и резьбы.
Сравнительная таблица способов цинкования
|
Параметр |
Горячее цинкование |
Гальваническое цинкование |
Термодиффузионное цинкование |
|
Температура процесса |
~450 °C |
20–40 °C |
250–450 °C |
|
Толщина покрытия |
50–100 мкм |
5–15 мкм |
20–50 мкм |
|
Структура слоя |
Многослойная, с внешним чистым Zn |
Чистый цинк |
Диффузионный слой Fe–Zn |
|
Адгезия к основе |
Высокая |
Средняя |
Очень высокая |
|
Равномерность покрытия |
Низкая на сложной геометрии |
Высокая |
Очень высокая |
|
Риск отслаивания |
Низкий |
Возможен при нагрузках |
Практически отсутствует |
|
Подходит для резьбы |
Ограниченно |
Да |
Да, без подрезки |
|
Коррозионная стойкость |
Высокая |
Средняя |
Высокая и стабильная |
|
Внешний вид изделия |
Матовый, неровный, возможны наплывы и потёки |
Гладкий, блестящий или матовый, декоративный |
Матовый, равномерный, без наплывов и пор |
ГОСТы и нормативные документы по ТДЦ
Требования к термодиффузионному цинкованию и методам контроля качества устанавливает система стандартов:
- ГОСТ Р 9.316-2006 – общие требования к защитным покрытиям и методам их контроля.
- ГОСТ 9.302-88 – требования к металлическим и неметаллическим неорганическим покрытиям.
- ГОСТ 9.308-85 – методы контроля коррозионной стойкости покрытий.
После процесса ТДЦ изделия подлежат обязательному контролю по следующим показателям:
- Водородная (остаточная) хрупкость.
- Прочность сцепления покрытия с основным металлом.
- Коррозионная стойкость.
После завершения контроля изделия упаковывают и хранят в соответствии с конструкторско-технологической документацией (КТД).
Оборудование для термодиффузионного цинкования
Оборудование для ТДЦ предназначено для равномерного насыщения поверхности изделий цинком в замкнутом объёме при строго контролируемых параметрах температуры и времени.
Элементы линии ТДЦ:
- Термодиффузионный реактор (контейнер, барабан) – герметичная вращающаяся ёмкость из жаропрочной стали, куда загружают изделия и цинкосодержащую смесь.
- Нагревательная печь – камерная или шахтная печь, поддерживающая температуру в диапазоне 250–450 °C с минимальными отклонениями.
- Оборудование для подготовки поверхности – включает установки для обезжиривания, очистки и сушки изделий перед загрузкой в реактор.
- Система управления и контроля – автоматически регулирует температуру, время обработки и скорость вращения.

Ротационная печь для термодиффузионного цинкования
Термодиффузия или горячее цинкование – чем отличаются?
Главное отличие термодиффузионного цинкования от горячего – в способе нанесения покрытия:
- Горячее цинкование выполняют погружением изделий в расплав цинка при ~450 °C.
- ТДЦ – насыщение поверхности цинком в порошковой среде при 250–450 °C.
Другие отличия:
- Структура покрытия: при горячем цинковании формируется внешний слой чистого цинка, а при ТДЦ – диффузионный слой интерметаллидов Fe–Zn без границы раздела с металлом.
- Равномерность: горячее цинкование даёт неравномерную толщину и наплывы, термодиффузионное – стабильное покрытие по всей поверхности.
- Механическая стойкость: горячее покрытие более уязвимо к сколам, диффузионное устойчиво к истиранию и ударам.
- Область применения: горячее цинкование используют для крупных конструкций, ТДЦ – для крепежа и деталей сложной формы.
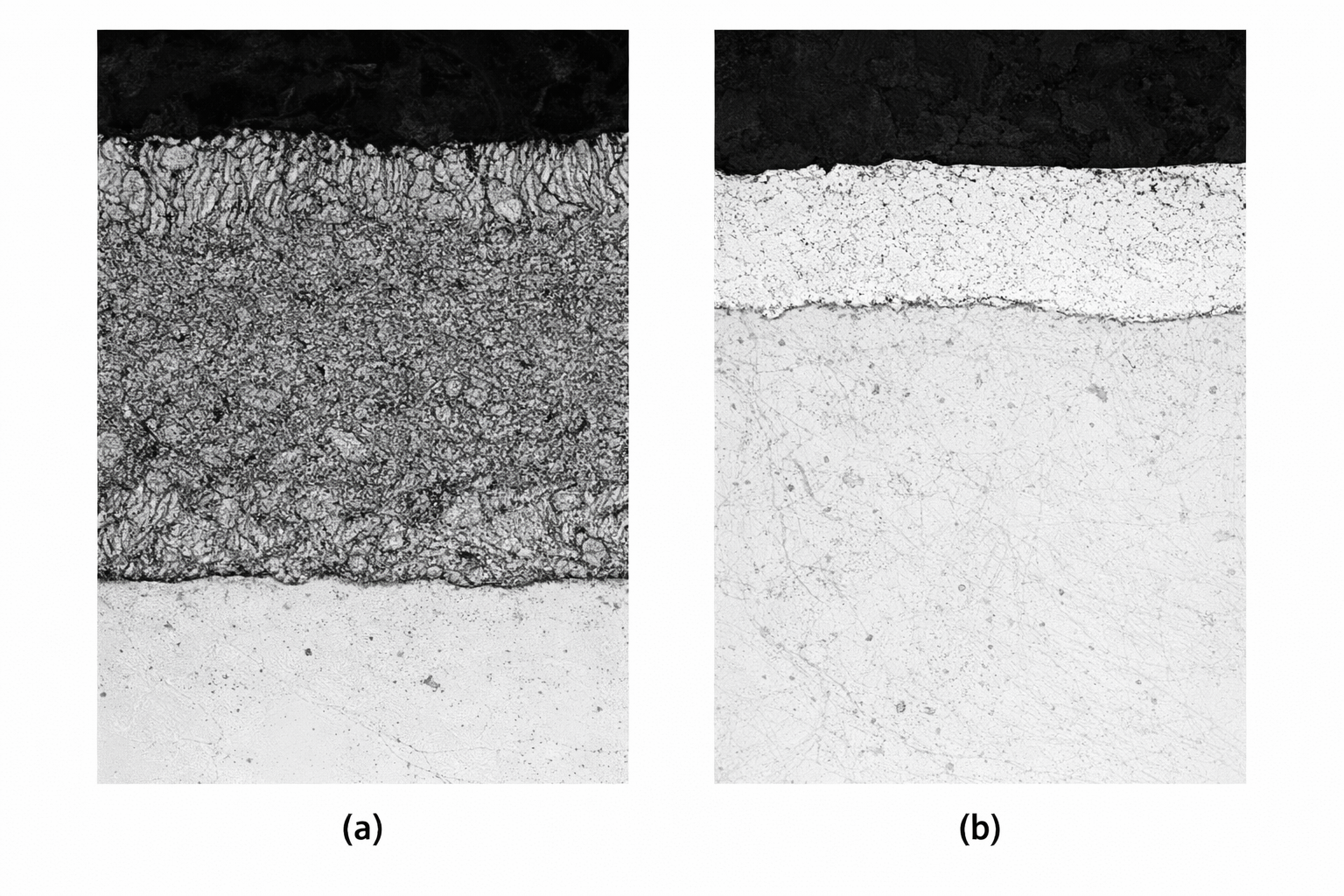
Микроструктура горячего (а) и термодиффузионного (b) цинкового покрытия
Что такое термическое цинкование?
Термическое цинкование – нанесение защитного слоя цинка на сталь с использованием тепла для образования устойчивого слоя интерметаллидов. К термическому цинкованию относят горячее и термодиффузионное цинкование.
Что лучше, цинкование или фосфатирование?
Цинкование и фосфатирование применяют для разных целей:
- Цинкование защищает металл от коррозии в условиях влажной и агрессивной среды.
- Фосфатирование формирует тонкий защитный слой, поэтому фосфатирование применяют как основу под покраску.
Какой способ цинкования лучше?
Универсально лучшего способа цинкования нет – выбор зависит от условий эксплуатации.
- Горячее цинкование дает прочный и долговечный слой для агрессивной среды.
- Гальваническое цинкование выбирают для точных размеров и аккуратного внешнего вида.
- Термодиффузионное цинкование оптимально для крепежа и изделий сложной формы для равномерного и прочного покрытия.