








Гальваническое цинкование металла

Что такое гальваническое цинкование
Гальваническое цинкование – способ защиты металлов от коррозии путем нанесения на поверхность тонкого слоя цинка с помощью электрического тока. Для этого изделие погружают в электролитический раствор и подключают к источнику тока, в результате ионы цинка равномерно осаждаются на металле.
Гальваническая оцинковка увеличивает срок службы металлических изделий и повышает устойчивость к влаге, солям и агрессивной среде.

Гальваническая ванна
Преимущества гальванического цинкования
- Антикоррозионная защита – цинковый слой изолирует металл от влаги и кислорода, а при повреждениях покрытия выполняет роль анодной защиты.
- Долговечность – гальваническое цинковое покрытие рассчитано на длительную эксплуатацию в нормальных условиях: внутри помещений со стабильной температурой и вентиляцией.
- Равномерность покрытия – цинк равномерно распределяется по поверхности деталей любой формы, включая углубления и сложные рельефы, без подтеков и капель.
- Эстетичность – поверхность гальванического изделия гладкая и блестящая, возможна доп. окраска или пассивация.
- Технологичность – гальванику применяют в промышленности, для массового производства и обработки деталей сложной геометрии.
- Экономичность – низкий расход цинка и относительно невысокая стоимость гальванической технологии.
Технология гальванического цинкования металла
Основа гальванического цинкования – электрохимическое осаждение цинка на металлическую поверхность. Заготовку подключают к отрицательному полюсу источника тока (катод), а цинковый анод – к положительному. Под действием электричества ионы цинка осаждаются на детали и формируют защитное покрытие.
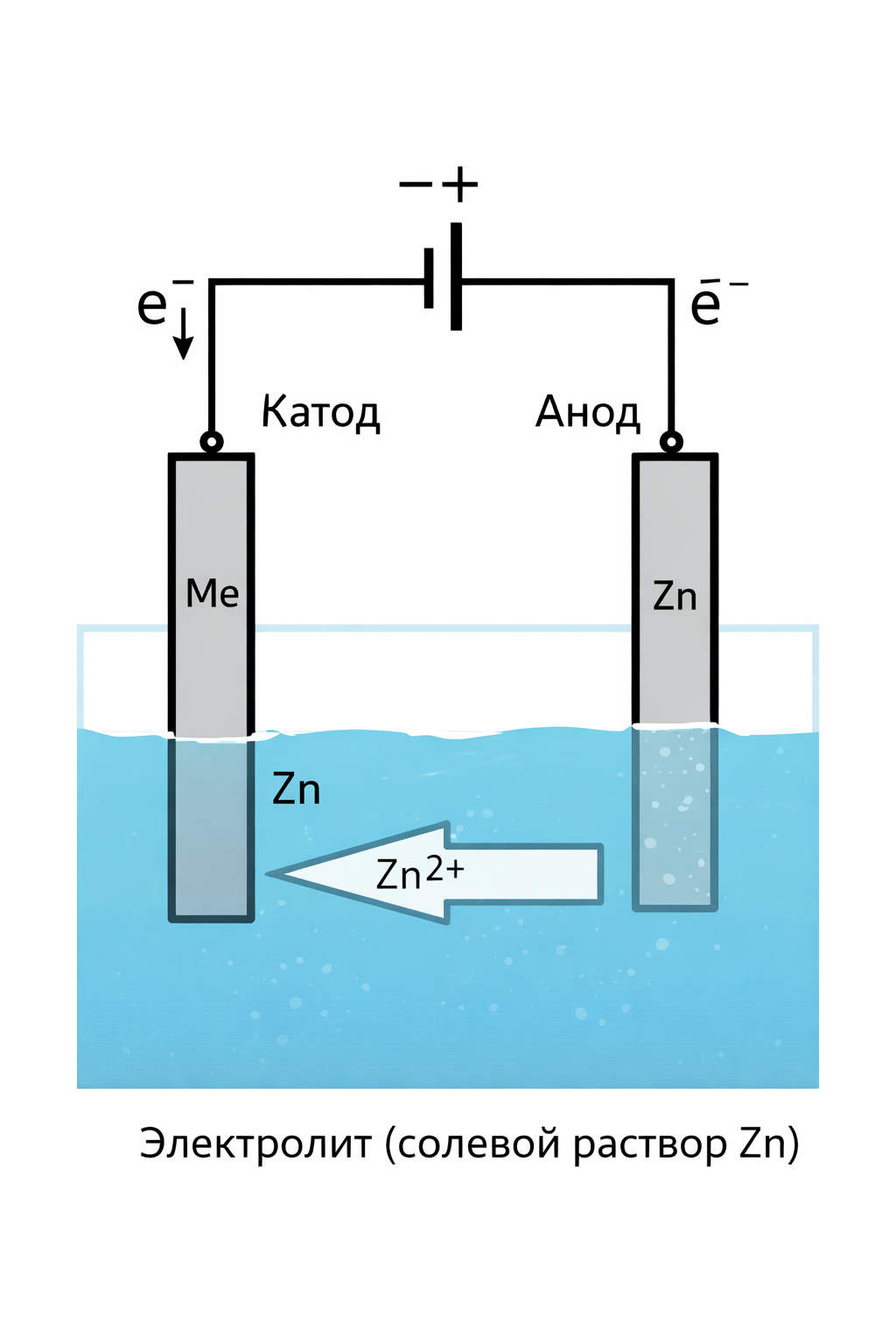
Схема электролитического цинкования
В качестве электролитов применяют растворы двух типов:
- Простые кислые (хлоридные, борфтористоводородные, сульфатные).
- Комплексные (цинкатные, аммиакатные, пирофосфатные, цианидные).
Этапы процесса гальванического цинкования
- Механическая очистка – удаление краски, смазки, заусенцев, грубой ржавчины.
- Обезжиривание – обработка щелочными растворами или электролитическое обезжиривание.
- Промывка – удаление остатков щелочи в проточной воде.
- Травление и декапирование – погружение в раствор соляной кислоты для удаления ржавчины, окалины и активации поверхности для лучшего сцепления с цинковым покрытием.
- Промывка после травления – удаление остатков кислот и продуктов реакции, подготовка поверхности к гальванике.
- Гальваническое нанесение цинка – заготовку подвешивают в ванне с электролитом и цинковыми анодами, где под действием тока происходит процесс осаждения цинка.
- Осветление и промывка – обработка азотной кислотой для удаления оксидных пленок и последующая промывка.
- Сушка – горячим воздухом до 60 °С.
- Контроль качества – проверка толщины покрытия, равномерности слоя и целостности поверхности.
Для улучшения свойств гальванические покрытия дополнительно обрабатывают:
- Пассивация образует тонкую пленку, повышающую коррозионную стойкость и придающую поверхности голубоватый, золотистый или радужный оттенок.
- Фосфатирование улучшает адгезию лакокрасочных покрытий.
Применение гальванического цинкования
Электролитическое цинкование формирует тонкое и равномерное покрытие, которое не искажает геометрию изделия, поэтому метод применяют для массового производства и изделий с высокими требованиями к точности.
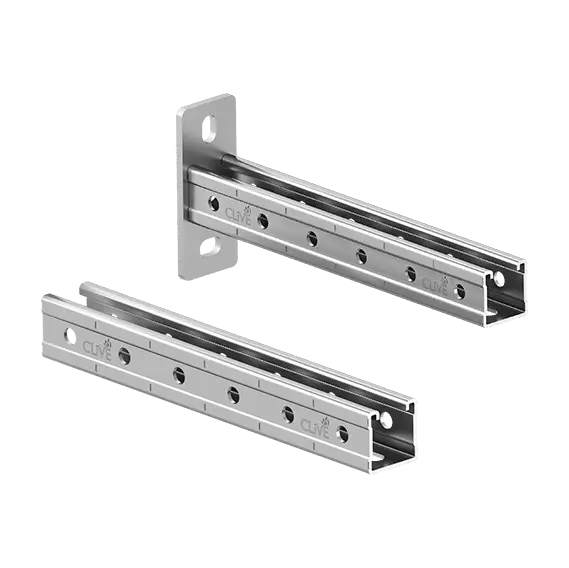
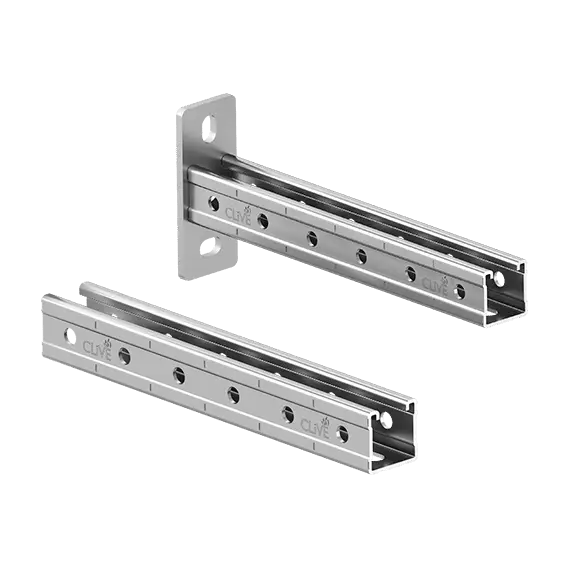
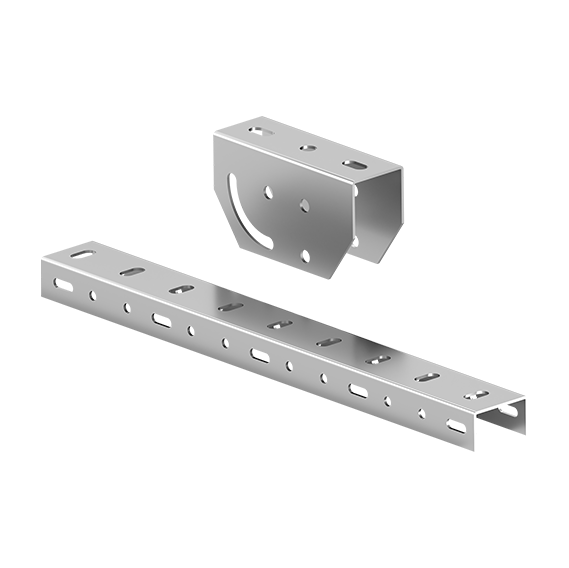
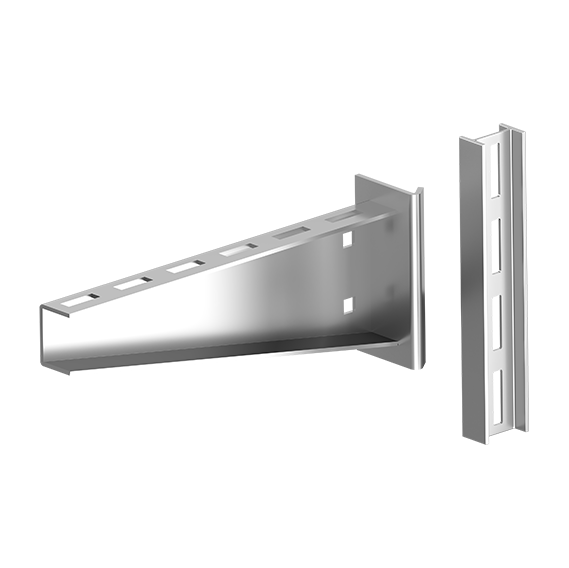
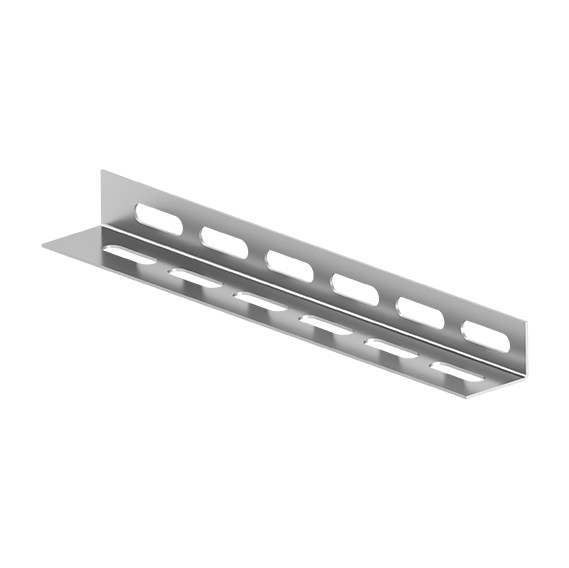
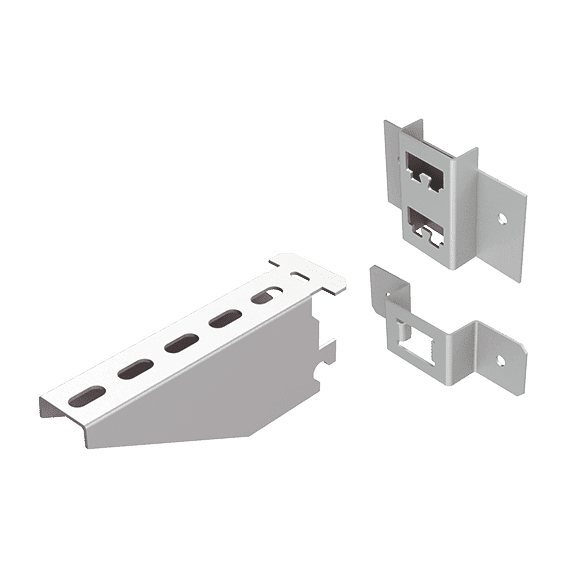
- Кабельные системы – металлические кабельные лотки и крышки для лотков, кабельные короба, стойки кабельные, крепеж для лотка, профили strut и консоли strut, перфопрофиль, крышки лотков с заземлением, монтажные системы подвеса лотков и кабеля.
- Крепёж и метизы – болты, гайки, шпильки, шайбы, заклёпки, анкеры, шурупы.
- Машиностроение и станкостроение – мелкие детали, корпуса, кронштейны, соединительные элементы для станков, производственного оборудования и оснастки.
- Сельхоз- и дорожно-строительная техника – рабочие органы машин, крепёж узлов и вспомогательные детали, подверженные атмосферным воздействиям.
- Инструменты – слесарный, монтажный и другой ручной инструмент.
- Промышленный и бытовой инвентарь – тачки, стеллажи, металлические ящики, тележки, садовый и складской инвентарь.
- Металлическая мебель – для лабораторий, пищевых производств и медицинских учреждений.
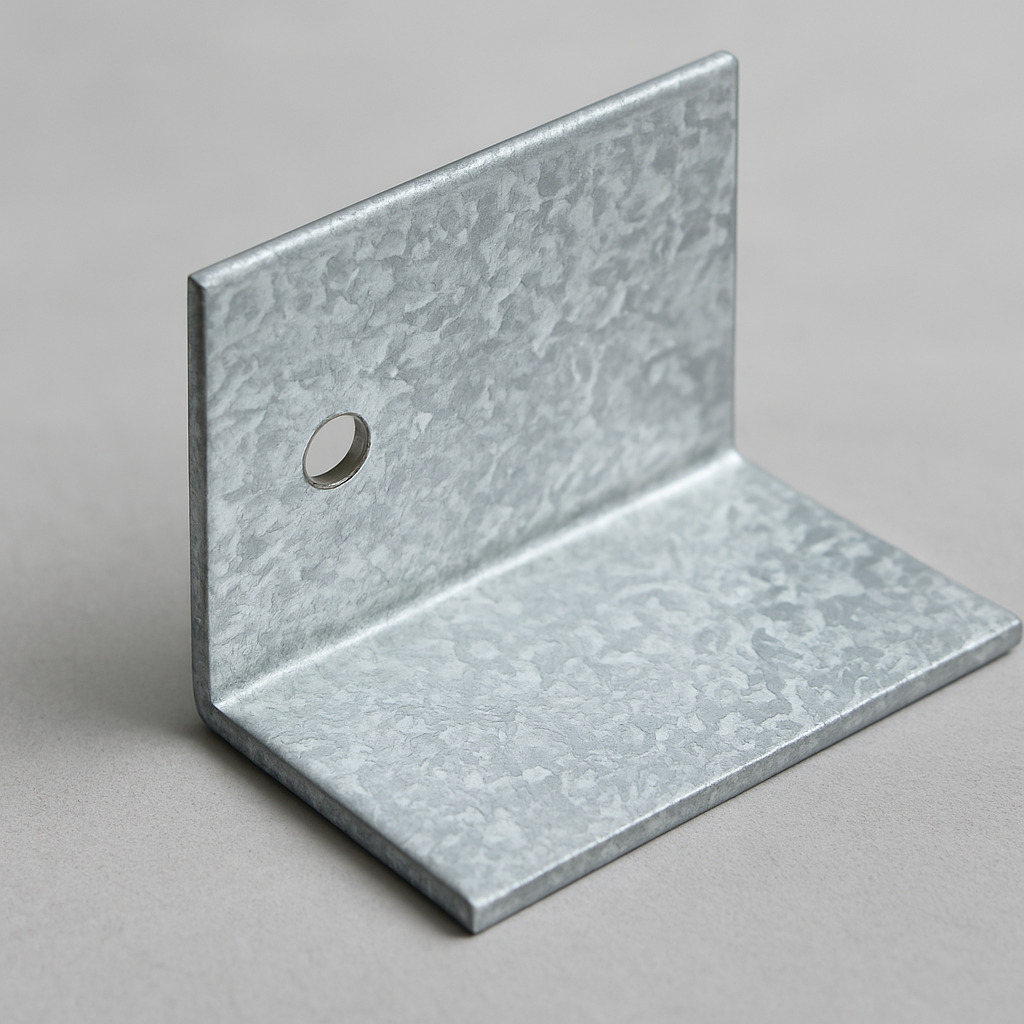
- Строительные конструкции – ограждения, лестницы, кронштейны, направляющие, лёгкие металлоконструкции.
- Листовой и сортовой прокат – лист, уголки, швеллеры, трубы небольшого сечения для последующей сборки изделий.
Сравнение гальваники с другими технологиями оцинковки
|
Параметр |
Гальваническое цинкование |
||||
|
Способ покрытия цинком |
Осаждение цинка на металл в электролитической ванне |
Погружение изделия в расплав цинка (~450 °C) |
Непрерывное горячее цинкование рулонного проката |
Нанесение цинкосодержащих красок (≥90 % цинка) |
Нагрев деталей в порошке цинка при 300–450 °C, диффузия цинка в поверхность |
|
Толщина покрытия цинком |
5–25 мкм |
50–100 мкм |
10–20 мкм |
20–40 мкм |
20–50 мкм |
|
Равномерность |
Высокая, равномерный слой на сложных деталях |
Средняя, возможны наплывы |
Высокая за счёт плоского проката |
Зависит от нанесения |
Высокая, даже в труднодоступных местах |
|
Точность размеров |
Не влияет на геометрию |
Может изменить размеры |
Стабильно для листа |
Не влияет (красочный слой) |
Может немного менять размеры из-за диффузии |
|
Внешний вид |
Гладкая, блестящая поверхность |
Матовая, с кристаллическим рисунком |
Ровная, гладкая |
Как краска |
Матовая, серого оттенка |
|
Стоимость |
Низкая (выгодно для массовых мелких деталей) |
Средняя, дороже гальваники |
Экономично для проката |
Низкая (простое нанесение) |
Выше средней |
|
Область применения |
Крепёж, мелкие детали, монтажные системы, изделия для помещений |
Металлоконструкции, опоры, наружные конструкции |
Листовой металл, профили |
Ремонт покрытия, временная защита |
Крепёж, детали для агрессивных сред |
ГОСТы и другие стандарты на гальваническое цинковое покрытие
При производстве и контроле гальванической оцинковки применяют следующие нормативные документы:
- ГОСТ 9.301-86 «Покрытия металлические и неметаллические неорганические. Общие требования».
- ГОСТ 9.305-84 «Покрытия металлические и неметаллические неорганические. Операции технологических процессов получения покрытий».
- ГОСТ 9.309-86 «Покрытия гальванические. Определение рассеивающей способности электролитов при получении покрытий».
- РД 50-664-88 «Методы приготовления и корректирования электролитов».
- ГОСТ 12.3.008-75 «Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности».
Как гальваника защищает от коррозии
Гальваническое цинкование защищает металл даже при царапинах и сколах за счёт трёх механизмов:
- Барьерная защита – слой цинка изолирует сталь от влаги, кислорода и агрессивных сред. Чем толще и плотнее покрытие, тем дольше металл не контактирует с окружающей средой.
- Катодная (жертвенная) защита – цинк имеет низкий электрохимический потенциал, чем сталь. При повреждении покрытия цинк первым вступает в реакцию с коррозионной средой, защищая сталь от разрушения.
- Пассивирующие плёнки – на поверхности цинка при взаимодействии с воздухом и влагой образуются оксиды и карбонаты. Эти тонкие плёнки дополнительно замедляют коррозию.
Чем отличается гальваническое цинкование от горячего?
В гальванике слой цинка осаждается электрохимически из раствора при низкой температуре. Покрытие получается тонким (5–25 мкм), гладким и блестящим. Гальванический применяют для крепежа, точных и декоративных элементов.
В горячем цинковании сталь погружают в расплав цинка при 450 °C. В результате образуется толстый слой (40–200 мкм) с металлургической связью и интерметаллидными прослойками. Горячеоцинкованное покрытие прочнее, устойчивее к механическому износу и агрессивной сред и применяется для крупных конструкций.
Почему цинк используется при гальванизации?
Цинк химически более активен, чем железо или сталь, поэтому при повреждении покрытия цинк окисляется первым, защищая основу (катод) от ржавления. Также цинк образует плотную оксидно-гидроксидную пленку, которая препятствует проникновению влаги и агрессивных веществ к металлу.
Другие преимущества цинка в использовании при гальванизации:
- хорошая адгезия к стали;
- пластичность;
- равномерный слой нанесения;
- дешевая стоимость и доступность;
- высокая обрабатываемость.



.png)