








Технология горячего цинкования

Что такое горячее цинкование
Горячее цинкование – способ защиты стальных изделий от коррозии, при котором металл полностью погружают в ванну с расплавленным цинком при температуре 450 °С.
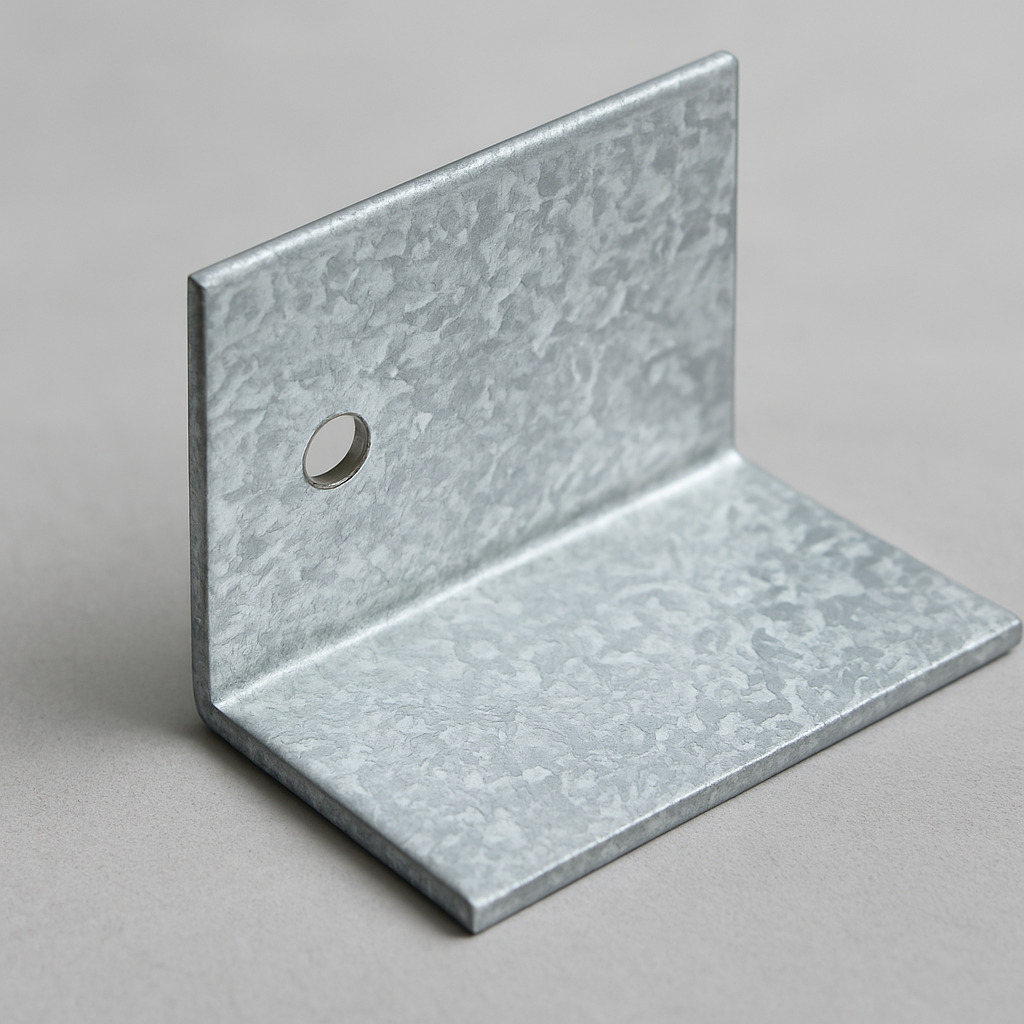
Горячим цинком обрабатывают готовые изделия: опоры, балки, лотки лестничные (кабельрост), трубы, металлоконструкции, металлические лотки для кабеля, крышки кабельных лотков, strut профили, консоли strut, изделия гэм. Горячеоцинкованное покрытие прочное и толстое и защищает металл от коррозии 30-50 лет.
Деталь с цинковым покрытием горячим способом
Этапы процесса горячего цинкования
1. Подготовка поверхности (обезжиривание)
С металлических изделий удаляют масло и загрязнения с помощью щелочного раствора для чистоты поверхности перед последующей обработкой.
2. Травление
После обезжиривания изделия обрабатывают в кислотном растворе (cоляная кислота), чтобы удалить оксидную плёнку и ржавчину.
3. Промывка и флюсование
Изделия промывают водой для удаления остатков кислоты, затем обрабатывают раствором флюса – солевого состава (хлорид цинка и аммония), который предотвращает окисление поверхности до момента цинкования и улучшает сцепление с цинком.
4. Сушка
После флюсования изделия сушат для удаления влаги и подготовки к погружению в ванну.
5. Погружение в расплавленный цинк
Изделие полностью погружается в ванну с расплавленным цинком температурой около 450 °C. При контакте с цинком на поверхности стали формируются прочные межметаллические соединения и защитный цинковый слой.
6. Охлаждение
После извлечения из ванны изделия охлаждают в воде или на воздухе, чтобы закрепить структуру покрытия и предотвратить деформации.
7. Контроль качества
Готовые изделия проверяют на целостность, толщину и равномерность покрытия, оценивают внешний вид и отсутствие дефектов.
 Нанесение цинка на деталь методом горячего цинкования
Нанесение цинка на деталь методом горячего цинкования
Сфера применения горячеоцинкованных металлоконструкций
Горячее цинкование используют для обработки изделий, применяемых в агрессивной среде и на открытом воздухе:
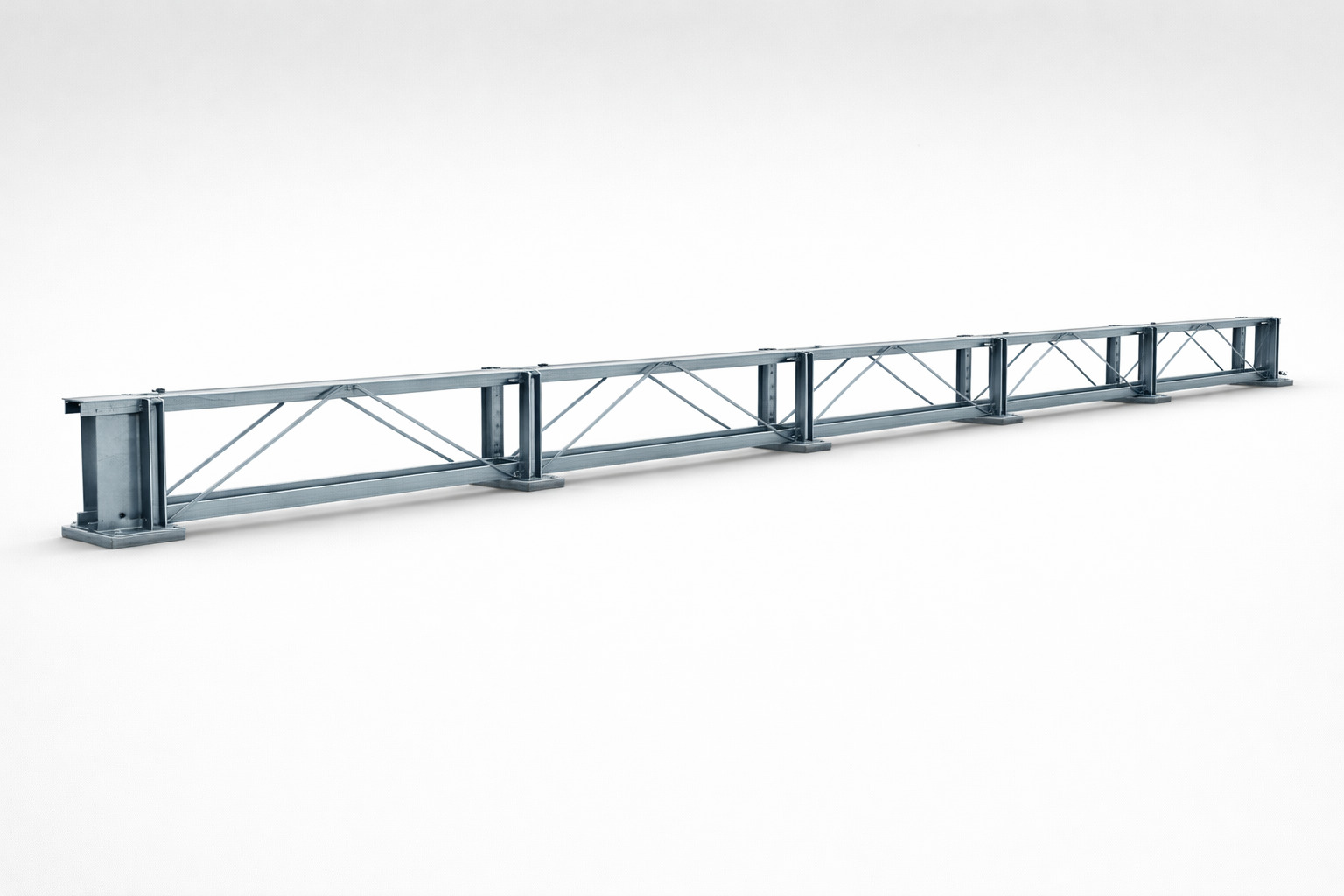
- Наружные металлические конструкции – опоры, заборы, лестницы.
- Строительные элементы – балки, фермы, соединительные узлы.
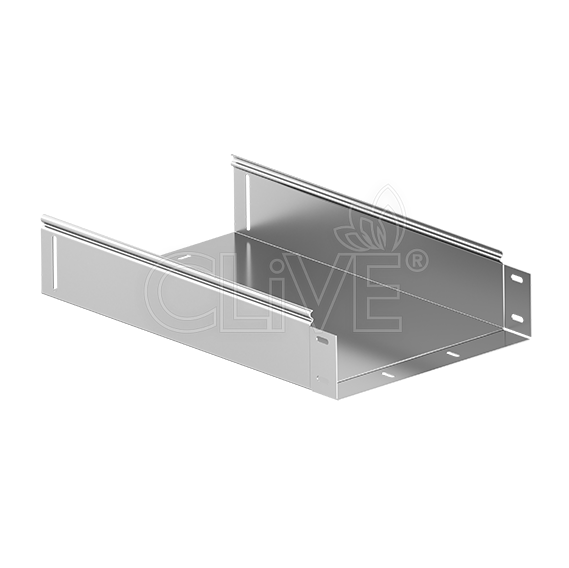
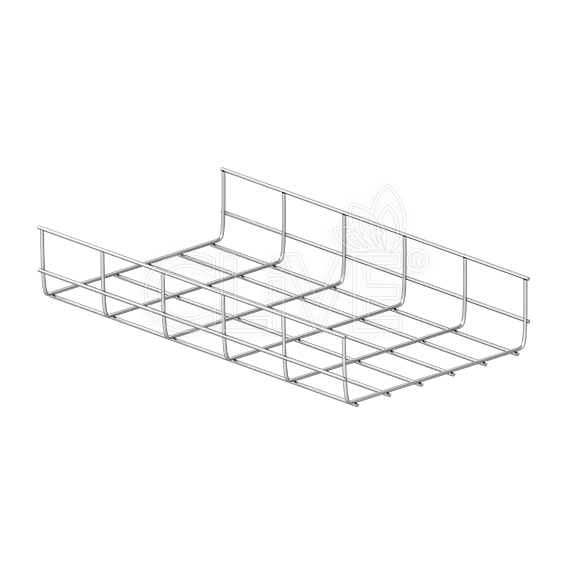
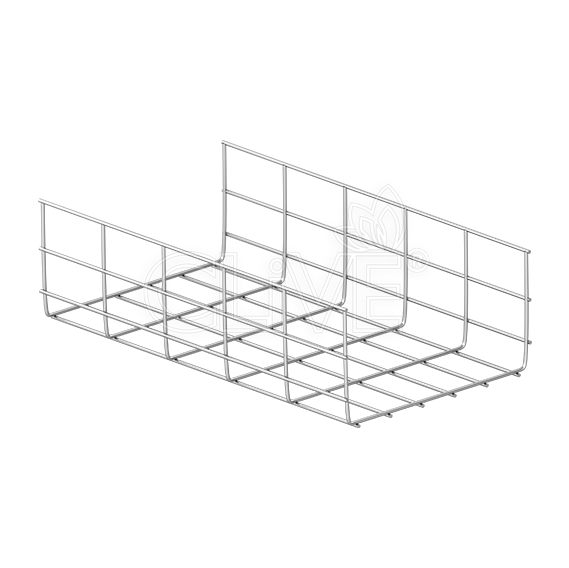
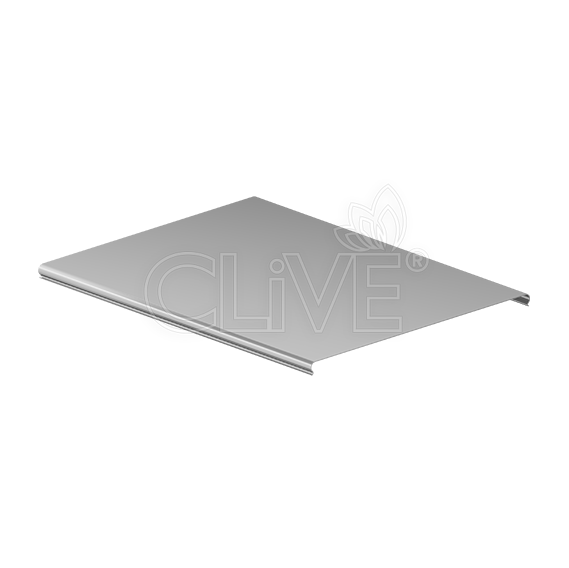
- Инженерные системы – кабельные полки, лотки перфорированные, лотки глухие, крышки на лоток с заземлением, отводы т-образные, вентиляция, монтажные профили П-образные, перфорированные профили для кабеля, страт профили 41х41.
- Промышленные конструкции – площадки, ограждения, стойки.
- Объекты инфраструктуры – мосты, дорожные знаки, опоры связи.
Характеристики горячеоцинкованной продукции
Толщина, масса и структура покрытия – ключевые параметры, от которых зависит качество горячего цинкования металла.
- Толщина покрытия – от 50 до 100 мкм и более согласно нормам ГОСТ 9.307.
- Масса цинкового слоя – в среднем 275–600 г/м². Чем толще слой, тем выше устойчивость к агрессивной среде и механическим повреждениям.
- Адгезия к металлу – за счёт диффузии цинка и стали при высокой температуре образуются прочные интерметаллические связи. Это исключает отслаивание покрытия при транспортировке, монтаже и эксплуатации.
- Поверхность изделия – имеет матовый или кристаллический серо-серебристый оттенок. Допускаются шероховатости, потёки и цветовые переходы – это не влияет на защитные свойства.
- Температурная стойкость – цинковое покрытие выдерживает до +200-250 °C без потери защитных свойств. При более высоких температурах возможно окисление цинка.
Технические условия и ГОСТы на ГЦ
Основной стандарт ГОСТ 9.307–21 - «Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля». Устанавливает нормы по толщине слоя, адгезии, внешнему виду и методам испытаний.
Также применяют дополнительные нормативные документы:
- ГОСТ Р 52246–2004 «Прокат листовой горячеоцинкованный. Технические условия».
- ГОСТ 23118–2012 «Конструкции стальные строительные. Общие технические условия».
Согласно ГОСТ 9.307-2021, при горячем цинковании должны соблюдаться требования к изделиям, их конструкции и подготовке поверхности:
- Применяются низкоуглеродистые стали, такие как Ст3сп, Ст20, 09Г2С и аналогичные.
- Габариты изделий ограничены: до 3 м по высоте, до 1,5 м по ширине и до 12,5 м по длине.
- Изделия с закрытыми полостями не допускаются – это взрывоопасно.
- В конструкции должны быть отверстия для выхода воздуха и раствора.
- Все сварные соединения должны быть сплошными, ровными и герметичными.
- Изделия не должны иметь загрязнений, масляных пятен, краски, шлаков, ржавчины и окалины.
- Запрещается цинковать: детали с внахлестными швами, резьбовые соединения, герметичные сосуды и змеевики.
- Острые кромки и заусенцы следует скруглить – радиус не менее 0,3 мм.
- Вся продукция должна быть чётко промарикрована и сдана в полном комплекте – с бирками и документацией.
Преимущества метода горячего цинкования
Ниже приведены ключевые преимущества горячего цинкования.
-
Максимальная коррозионная стойкость
Слой цинка защищает металл от влаги, реагентов, промышленных выбросов. Горячее цинкование подходит для уличного применения, морского климата, промышленной среды – там, где другие покрытия быстро разрушаются.
-
Долговечность
Срок службы оцинкованной стали превышает 50 лет в нормальных условиях и более 25 лет при эксплуатации в сложной внешней среде.
-
Полная защита всей поверхности, включая внутренние полости
При горячем цинковании изделие полностью погружают в расплавленный цинк. Это гарантирует покрытие внешних и внутренних поверхностей, стыков и сварных швов.
-
Катодная защита металла
Даже при появлении сколов или повреждений на поверхности слой цинка защищает сталь за счёт электрохимического эффекта, предотвращая развитие коррозии.
-
Прочность и устойчивость к механическим повреждениям
В процессе горячего цинкования на поверхности металла образуются интерметаллические слои, прочно связанные с основой. Горячеоцинкованное покрытие устойчиво к истиранию, ударам и другим механическим воздействиям.
-
Универсальность
Метод применим для стандартных и нестандартных изделий: от мелких деталей до крупногабаритных металлических конструкций.
Недостатки горячей оцинковки металла
Ограничения, которые необходимо учитывать при выборе способа защиты металлоконструкций.
-
Толстое и не всегда равномерное покрытие
При полном погружении изделия в расплавленный цинк возможны наплывы, потёки и утолщения слоя. Поверхность менее эстетичная по сравнению с электроцинкованием или методом Сендзимира.
-
Более высокая стоимость при малых объёмах
При мелкосерийном или штучном производстве стоимость горячего цинкования выше.
-
Возможны ограничения при обработке сложных форм
Обработка деталей со сложной геометрией, закрытыми полостями или мелкими отверстиями требует предварительного проектирования.
-
Увеличенный вес изделий
Цинковый слой толще, чем при других методах,что увеличивает массу изделия. Это критично для лёгких конструкций, монтажных подвесных систем, где заложена минимальная нагрузка.
Как определить брак при горячем цинковании металла?
Нарушение технологии ГЦ приводит к дефектам покрытия:
- Неравномерная толщина цинка. Видимые объемные потёки, наплывы или наоборот, участки с просветами – признаки нарушенного метода цинкования.
- Отслаивание покрытия. Отслаивание слоя цинка при лёгком механическом воздействии – признак плохой адгезии. Причина – загрязнённая или неотожжённая поверхность.
- Пузырение и поры. Возникают из-за попадания влаги или газа под слой цинка. Такой дефект ослабляет защитные свойства и приводит к коррозии.
- Тёмные пятна или окислы. Указывают на недостаточную защиту, перегрев или окисление металла перед цинкованием вследствие плохой подготовки поверхности.
- Белая коррозия (налёт). Появляется из-за сырости и плохой вентиляции – признак неправильного хранения.
- Оголённые участки. Если видна сталь без покрытия – это брак. Причина – перекрытие изделия в ванне, загрязнения или неправильная геометрия детали.
Холодное и горячее цинкование – сравнение методов
Оба способа – холодное и горячее цинкование – используют для защиты стали от коррозии. У них разные технологии нанесения, свойства покрытия и срок службы.
Таблица «Сравнение методов холодного и горячего цинкования»
|
Параметр |
Холодное цинкование |
Горячее цинкование |
|
Способ нанесения цинкового слоя |
На металл вручную или распылением наносят краску с высоким содержанием цинка. Выполняют на месте монтажа, без спец. оборудования. Покрытие менее прочное. |
Изделие целиком опускается в цинковую ванну – покрытие наносится на всю поверхность. |
|
Прочность и стойкость |
Покрытие хрупкое, подвержено истиранию и сколам. |
Прочный слой, устойчивый к механич. повреждениям (не отслаивается при ударах или изгибах). |
|
Стоимость и доступность |
Выгодно для небольших партий, не требует транспортировки к цинковальному производству. |
Выше начальная стоимость, но ниже расходы на обслуживание. |
|
Внешний вид покрытия |
Гладкая матовая поверхность, легко поддаётся окрашиванию. |
Допускаются потёки, кристаллический рисунок, шероховатость. |
|
Катодная защита при повреждениях |
Защита частичная, возможна коррозия при сколах. |
Цинк защищает металл даже при нарушении целостности слоя. |
Горячее или гальваническое цинкование – что выбрать?
Как сделать выбор между горячим и гальваническим (электролитическим) цинкованием.
- Для сухих помещений, декоративных конструкций, крепежа и мелких деталей – подходит гальваническое цинкование. Покрытие тонкое, ровное и блестящее. Способ применяют в мебельной фурнитуре, вентиляции, электрощитовом оборудовании. Крепеж для лотка купить
- Для наружных условий, промышленной среды, агрессивной атмосферы и ответственных конструкций – предпочтительнее горячее цинкование. Толстый цинковый слой с высокой коррозионной стойкостью рассчитан на длительную эксплуатацию без доп. обработки.
Для аккуратного внешнего вида и точных размеров лучше гальваника, а для прочной защиты и долгого срока службы – горячий цинк.
Как выполнить цинкование металла своими руками
Горячее цинкование вручную
Горячее цинкование – технологически сложный процесс, требующий высокой температуры (450–460 °C) и оборудования. В домашних условиях его выполнить затруднительно, но теоретически возможно для обработки мелких металлических деталей.
Что потребуется для цинкования своими руками:
- ванна (чугунная, жаропрочная керамическая или стальная ёмкость);
- чистый цинк (в виде прутков, гранул или слитков);
- источник тепла (газовая горелка или плавильная печь);
- защитные средства (перчатки, очки, вытяжка);
Как выполняется оцинковка вручную:
- Очистка металла – удалите ржавчину и жир с поверхности изделия с помощью щётки или шлифовки.
- Обезжиривание – промойте деталь в щелочном растворе и высушите.
- Плавление цинка – разогрейте цинк до температуры 450–460 °C до состояния жидкого металла.
- Погружение детали – аккуратно опустите стальной элемент в расплав и подержите несколько секунд до равномерного покрытия.
- Охлаждение – извлеките изделие и остудите на воздухе или в воде.
Важно:
- Соблюдать меры безопасности – работать с расплавом осторожно в проветриваемом помещении или на открытом воздухе.
- Большие детали и серийную обработку лучше доверить профессионалам.
Холодное цинкование вручную
Как альтернатива, вместо горячего цинкования в домашних условиях лучше использовать холодное цинкование – наносимое кистью или распылением покрытие на основе цинка. Перед нанесением металл очищают от ржавчины и обезжиривают, затем краску наносят в 2-3 слоя с межслойной сушкой.
Гальваническое цинкование вручную
Другой способ – гальваническое цинкование. Суть метода – в осаждении цинка на металл при помощи электрического тока в солевом растворе цинка.
Для этого потребуется:
- Источник постоянного тока (зарядное устройство 6-12 В).
- Анод из цинка.
- Цинксодержащий электролит (водный раствор сульфата цинка).
- Чистый обезжиренный металл в роли катода.
- Ёмкость для погружения детали.
Металл подключают к минусу, цинковый анод – к плюсу, и помещают оба в раствор. При подаче тока цинк равномерно оседает на поверхности изделия, но следует соблюдать осторожность из-за работы с током и хим. растворами.